文章:FANUC. 机床换刀时,各轴为什么无故发生运行?
所有者:TerryWang(呢称); 发布时间:2020-02-06 06:05:07; 更新时间:2023-05-14 18:50:47
阅读所需积分:0;
简介:一、问题或故障的描述 一台配备FANUC 0i-MD系统机床,换刀时,在程序中未指令三轴移动的情况下,机床各轴却同时发生移动。二、处理过程分析方法、技术数据、实施步骤故障现象机床在自动运行加工程序时,换刀时,有时会发生X Y Z轴同时移动,而且不是每次都出现,属于不固定现象,导致有时刀具会撞到工件 故障的分析处理过程(1)现场开机后,运行换刀,没有问题。但是
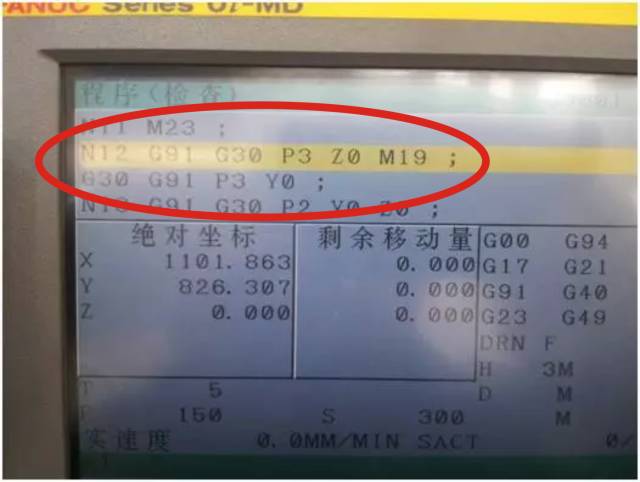


(2)在使用固定循环时,因为相关参数设置不当,导致在一些非正常规范操作时出现意外故障。
随查一数控报警
https://mp.weixin.qq.com/s?__biz=MzA5MjUxMTE2NQ==&tempkey=MTA0NF83UFA1WGVqREQrWDgyMTFsMWtybk1NUGtXcVhCZ3o5ZUF3SXhMRmw3MUtzSWFESXRzVW14bnJCaHVFUElzcVdGUXAwYmRPUWVmRndTQkFjU1NrdFB4QXNtS29qcFRBc0w4ZllqMWZxOEJRMjhJUVVJZkN4NEo1Q2NNSEsyLTNJblFna0tielRpQ3pTQlNRQUJSRkJFV1BUd2ZSejBWaHh4OW9RVGpRfn4%3D&chksm=0bb4d64c3cc35f5af2b13be042c93ddd41fd1a791c524caa79e5a40bca8013c25390dcf30b94