文章:五面体加工中心零点漂移等故障的分析与排除
所有者:TerryWang(呢称); 发布时间:2020-12-06 07:10:58; 更新时间:2020-12-06 07:16:09
阅读所需积分:0;
简介:数控机床的伺服系统是机床的核心部分之一,在使用中出现故障的几率较大,要占整个CNC系统的1/3,其后果也比较严重,往往会使整机不能开启。为此,应该特别重视设备的维护保养,严格执行各项安全操作规程。 一般,数控机床的故障分为两大类,一类是有关伺服系统出错而出现的报警,诊断程序在CRT屏幕上显示有警示信息,查阅后发现这些信息常常是电动机脉冲及编码器等故障。另一
数控机床的伺服系统是机床的核心部分之一,在使用中出现故障的几率较大,要占整个CNC系统的1/3,其后果也比较严重,往往会使整机不能开启。为此,应该特别重视设备的维护保养,严格执行各项安全操作规程。
一般,数控机床的故障分为两大类,一类是有关伺服系统出错而出现的报警,诊断程序在CRT屏幕上显示有警示信息,查阅后发现这些信息常常是电动机脉冲及编码器等故障。另一类是操作人员无意间人为制造的故障,如:刀具长度输人错误、刀具号呼叫错误、主轴刀具号送人地址错误、编程错误P/S报警。对这两类报警,伺服系统的故障往往较难排除,有些故障是直接由伺服系统故障引起的,而有些则是由机械、液压、油污、温度等其他因素,或是环境不宜引起的伺服系统故障。现在我们车间大多数数控机床的操作系统为日本FANUC系统。下面叙述加工中心所出现的几例伺服系统故障的处理。
实例1
一台五面体加工中心,台湾19%年生产,近年来常常会有加工坐标系零点漂移现象,严重影响工件的加工质量及其稳定性。在加工61724剑杆织机锥齿轮箱体部件时,时好时差,位置度公差经常达不到图纸要求,每天准有1,2件不符合图纸要求。分析原因,可能是机床的几何精度需要进行补偿。但经激光检测仪检测,机床各项几何精度均符合标准。后进一步分析原因,很可能是温度与环境所致。经过实地验证,当早晨8点开机加工工件时,加工完的工件的尺寸误差、位置误差与形状误差超差较大;待开机1h左右后工件加工开始趋于稳定。这充分说明早晨机床处于冷机状态,油温没有达到正常使用状态,机床热膨胀没有充分释放,从而影响了工件的精度与加工的稳定性。
解决方法:
(1)给操作工讲解为什么每天工作前都要对机床进行预热,只有充分地预热才能保证机床加工质量的稳定性,才能提高生产效率。
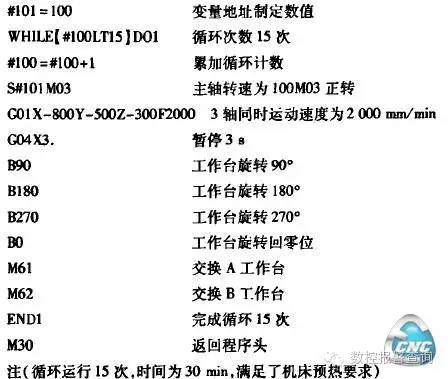
(2)给机床编制热机宏程序。每天热机0.5h,并纳人操作规程。这样对提高生产效率,保证产品质量有极大的帮助。
具体热机宏程序如下:

实例2
一台台湾生产的龙门型加工中心,该机使用的是日本FANUC-15M操作系统,已使用了十余年,近些年常有X轴伺服电动机的异常响声,时有时无,同时也报警(SV003)。通过现场检查,X轴滚珠丝杠没有任何问题;润滑供油部件正常。每次出现报警后断电关机再开机启动,机床报警自动消失。根据上述情况进行分析,决定检查X轴伺服电动机,PLC参数设定值正常,伺服电动机核心部件正常。但电动机与滚珠丝杠万向接头有松动现象,同时检查发现电动机晶体导线接人处与伺服单元解码器周围的油污粉尘过多。经分析,由于以上情况使伺服电动机电流过大造成过载现象,应该是环境不佳所致的软性故障。
解决方法:清理伺服电动机,进行擦洗、烘干,调整紧固连接部件,进行安装检测,故障排除。
实例3
实例2加工中心上,FANUC-15M故障现象为机械手没有换刀动作。
故障检查,CRT屏幕上显示报警,刀具参数为0
[TOOL NO EQUAL 0 ]。
原因分析如下:
(1)主轴处于换刀状态又呼叫刀号。
(2)机械手在交换刀具时刀具超长超重,换刀动作未完成。
(3)交换刀具呼叫错误。
确认这3种情况后,立即采取措施。先把机械手恢复正常位置,把机床电源切断再开机,开机后将诊断参数8000改为ON,然后按软体键PC/NC转换开关,再按数据键DATA修改D206号参数,内容是主轴对应号。D207是刀库刀号。然后把诊断参数800()改为OFF,检查交换刀具指示灯LED正常,开始进行呼叫空置刀具号,经检查后故障排除,恢复正常工作。
实例4
例2加工中心上,FANUC-15M故障现象:机床在正常工作时Y轴停止运动,读出信号中断,在位置控制准备完成、信号已进人时速度信号被切断(IMPROP-ER V-READY OFF )。
故障原因分析:每次出现报警后机床停止工作,经关机后再开机报警自动消失,检查PLC参数梯形读人接收信号正常,Y轴伺服电动机各项参数正常,但是工作一段时间后同样的报警会再次出现。进一步深人分析原因,这种现象不应该是硬件系统故障,而是机床外围环节所致。检查Y轴接近开关、感应开关及行程开关,发现油污粉尘很多,ARLS行程开关没有压到位。
解决办法:清洗Y轴全部感应器及行程开关,清洗完后擦拭干净。重新安装,开机检测正常,故障排除。
实例5
故障现象:EX26油温过高,继电器热过载(SPIN-DLE COOLANT THERMAL)。
按照报警内容,首先检查油位镜面,结果符合要求。接着清理空气过滤网,对油污、粉尘进行清洁处理。但是,清洁后停机再开机后报警内容依然存在。再次检查后发现冷却分机排风方向与液压油箱的距离太近,通风方向也不对,存在着设计缺陷。
解决方法:将冷却机原地旋转90°,通风方向得到改善,问题一次根除,报警消失。
通过以上故障排除实例,说明伺服系统发生故障时维修人员在熟悉机床各项性能指标的基础上,还要综合分析机床的其他条件。据有关资料介绍,在数控机床伺服系统的故障中,有近30%-50%的故障并非是伺服单元本身所致,而是由外部及其他因素引起或因人为原因所致,因此维修人员要熟悉机床各项功能的使用,还要善于综合分析故障产生的原因,有的放矢进行故障排除,更好地为生产服务。
随查一数控报警
https://mp.weixin.qq.com/s?__biz=MzA5MjUxMTE2NQ==&tempkey=MTA4OV94bnVRRzNnQkt4VzNNR0cwZ2lFNmRieW1NM200TTV1NmFscVl1c2Z3cmhibmlta0pNQk1wSloyY0hZcVZCeTlGV1ZaQTFOZ0ZJa3U5ZEtVNU9QcnJneE5pRnlfdlk1TDQwcF9rVDFYUFJLa19EMmJJMUVxVEFnSFFudFBnRnpwam14YkdhemV0T2FjcGVRLVkzUmMtaXNabDVYbmYzbHEzcXBoVEx3fn4%3D&