文章:一下切坏两把刀,不锈钢难加工怎么办?
所有者:TerryWang(呢称); 发布时间:2021-02-25 14:43:33; 更新时间:2021-02-25 15:02:35
阅读所需积分:0;
简介:不锈钢被广泛应用于航空航天、通用机械、汽车制造、建筑及食品工业等诸多工业领域及日常生活中,是机加工常见的材料之一。其具有出色的耐腐蚀性和强度,但这些特性也使其成为金属切削行业较为难加工的工程材料之一。经过小编精挑细选,给金粉们选出了几款不锈钢加工的利器,小身材却有大能量。01山特维克可乐满不
01
山特维克可乐满不锈钢车削新材质GC2220
视频资料,建议wifi观看:
不锈钢车削是一个正在不断增长的领域,山特维克可乐满有一套完整的车削材质组合GC2015,GC2025和GC2035用于不锈钢加工。为了巩固在该领域的产品优势,山特维克可乐满推出了新材质GC2220, CVD涂层的GC2220是一种针对不锈钢专门优化的全新车削M20级材质。GC2220具有比GC2025更高的抗塑性变形能力,比GC2015更高的安全性。

特点和益处
- Inveio™涂层技术。适用于车削工序,可确保长刀具寿命。紧密排列的单向晶体对切削区域形成一道坚固的屏障,从而可最大限度地提供热保护。
- 耐热基体。经过优化的梯度烧结基体的钴含量低于GC2025,涵盖广泛的应用范围。
- 耐磨性能。高硬度的柱状MT-TiCN内涂层具有高抗磨粒磨损性能。后刀面上的黄色TiN涂层有助于轻松识别磨损。
应用领域
GC2220非常适用于在稳定工况下以中等到高切削速度对奥氏体不锈钢和双相不锈钢进行连续到轻载断续切削。应用领域包括,外圆和内圆车削,粗加工到半精加工工序,适合于湿式和干式加工。行业领域包括,泵阀、通用机械、航空航天、石油和天然气等。
客户案例
以下案例GC2220与竞争对手相比,明显提高了刃口的加工安全性。
| 工序 | 通用机械,内孔轴向车削 | |
| 工件材料 | 衬套,已加工表面,奥氏体不锈钢,183HB | |
| GC2220 | 竞争对手 | |
| 刀片 | CNMG120408-MM GC2220 | CNMG120408-GS (M25材质 |
| 线速度vc,m/min | 170 | 170 |
| 每转进给fn,mm/r | 0.22 | 0.22 |
| 切深 ap,mm | 2.5 | 2.5 |
| 切削时间,min/pcs | 2.3 | 2.3 |
| 刀具寿命 (件数) | 23 | 23 |
| 刀片磨损 |
| |

02
京瓷PR1725——钢与不锈钢加工的多面手
视频资料,建议wifi观看:
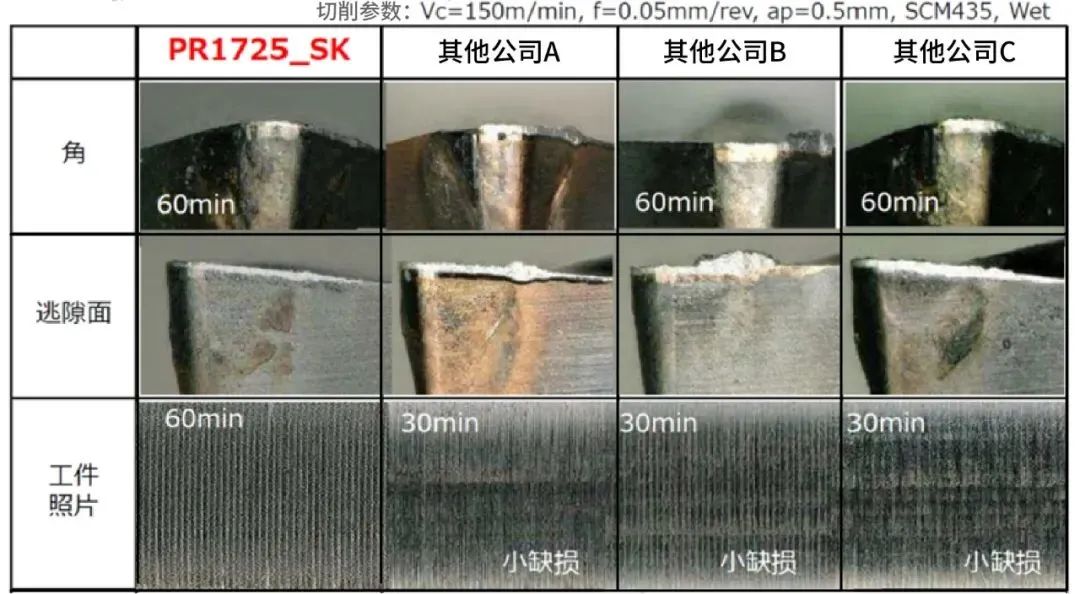
没错,视频里就是京瓷PR1725——钢与不锈钢加工的多面手。凭借不错的抗崩损性和长寿命加工优势,PR1725在钢与不锈钢加工领域大显身手。

不光是在小零件加工领域,这款材质还是在断续镗孔加工中的利器。随着我国大基建项目的兴起,工程机械行业在疫情下的市场行情中仍是一只独秀。

为了能全力保障客户的生产,怎么能缺少我们的PR1725材质呢?
从工程机械的柱塞泵零件加工到重型卡车的差壳镗孔,我们的PR1725材质为客户提升了2-3倍的寿命,降低了加工成本。下面让我们来重新认识一下这款多面手PR1725。PR1725在不锈钢材料与钢材料加工中有着广泛的应用。刀片规格涵盖了精加工用的C型,D型和T型刀片。满足了大家对精加工的需求。


PR1725可以覆盖以往材料的加工领域,与此同时,作为小型通用材料,可实现长寿命以及良好的加工面效果。
☟下滑查看全文





03
厦门金鹭SS600高强度不锈钢立铣刀
下面我们来介绍有关沉淀硬化不锈钢的加工,先看一段视频。
视频资料,建议wifi观看:
沉淀硬化不锈钢材料具有高强度、高韧性、高耐蚀性、高抗氧化性和优良的成型性、焊接性等综合性能,主要用于制造飞机外壳、结构件、导弹的压力容器和构件,喷气发动机零件、喷气发动机压气机机匣、大型汽轮机末级叶片弹簧、隔膜、波纹管、天线、紧固件、测量仪表等。
沉淀硬化不锈钢加工会存在以下特点:高温强度高,加工硬化倾向大;切削力大,切削不易折断,粘结现象严重。因此,沉淀硬化不锈钢的加工效率较低,而高效加工是客户的永恒追求,厦门金鹭推出的SS600高强度不锈钢立铣刀可以实现沉淀硬化不锈钢的高效加工, SS600立铣刀不仅在加工沉淀硬化不锈钢(15-5PH、17-4PH等)方面具有优异的性能,在高强度钢(30CrMnSiA)、普通钢、铸铁、钛合金(TC4)等材料方面也有优异的性能表现。
产品介绍及特点
整体减震结构:不等螺旋不等分度设计,切削过程稳定;
排屑流畅:抛物线容屑槽拥有优异的排屑能力;
性能稳定:槽铣性能优异,刃口强度高,抗崩刃;
适合难加工材料:适用于加工高强度钢、沉淀硬化不锈钢、钛合金等;
应用范围
广泛应用于航空航天、能源、汽车、医疗、3C及通用加工行业的粗加工及精加工,适用于加工高强度钢、难加工不锈钢、钛合金、铸铁、结构钢、模具钢等。刀具综合性能强劲,出色应对具有挑战性的难加工材料。

产品案例:机翼铰链板
本案例为波音铰链板的粗加工,工件材料为15-5PH,切削量最大达到切深7mm满槽铣削,对比测试的结果显示,在相同的工况环境下,相比竞争对手,刀具寿命优于竞争对手,寿命提升了33%。

04
顽石刀具CVD涂层牌号WS7120
不锈钢最典型的零件-法兰主要工艺为:锻压、粗车、半精车。有些锻压零件变形大、强度高,刀具磨损非常快。顽石刀具根据不锈钢加工特点经过3年的时间成功开发出CVD涂层牌号WS7120,配合BM槽型(不锈钢半精车:ap:0.4~5mm、fn:0.15~0.5)、BR槽型(不锈钢粗车ap:1.5~6mm、fn:0.25~0.5),实现了不锈钢的高效切削(Vc:150~300m/min)。比通常的不锈钢车刀片寿命及效率都有大幅提高。
粗车案例1:

不锈钢阀门中的球阀等密封零件对加工表面光洁度要求较高(通常Ra<0.8)。此类刀片长期被进口品牌的牢牢占据。顽石刀具经过4年的工艺技术研究,突破技术难点,成功开发出BF槽型(不锈钢精车ap:0.1~1.5mm、fn:0.08~0.18),深受广大用户喜爱。
案例2:

05
金洲0.15~0.35mm喷丝板用钻头
在新冠病毒防疫战中,口罩成为最重要防疫物资,而喷熔无纺布是口罩实现隔离病毒的主要功能层,生产无纺布成为口罩供应的关键。
生产无纺布其中的关键器件是喷丝板,喷丝板上有大量微孔,这些微孔孔径通常为0.20mm~0.35mm, 传统的方式需要放电加工才能完成,时间长效率低,孔型精度低。
金洲应用多年积累的钢、不锈钢钻头设计理论和应用经验,推出用于加工喷丝板的钻头,代替上述传统方式,对喷丝板的孔进行高质量加工,如下图所示:


金洲推出刃径范围0.15~0.35mm系列钻头, 针对不锈钢等材料,加工孔数500孔以上。专业的材料、结构、处理、涂层等设计,使其具有优秀的加工性能,助力医疗产业提供所需口罩,赢得防疫战胜利。
应用案例及结论:
被加工材料:S136 (喷丝板用)
钻头:0.15 (STD-30-L-D0.15)
加工机床:Mikron HSM500
加工参数:S 35 krpm F 20 mm/min Q0.01mm
加工深度:2.3 mm
冷却方式:液冷
加工寿命:>500孔
-End-
☞来源:金属加工
金属加工
https://mp.weixin.qq.com/s/FA8qzfG91hGPCatuxhPjSQ