文章:数控机床液压系统故障诊断技术研究
所有者:TerryWang(呢称); 发布时间:2021-06-13 03:39:06; 更新时间:2021-06-13 09:46:35
阅读所需积分:0;
简介:0 引言 随着电子技术和计算机技术的快速发展,数控技术也得到了飞速发展,极大地提高了数控机床的自动化程度和精度。液压技术因而在数控机床上得到了更广泛的应用。 作为一种典型的机电一体化产品,数控机床的液压系统自身结构极其复杂,故障多种多样,故障原因复杂多变,故障排除异常困难。本文对数控机床液压系统的故障进行了研究,对提高机床运行效率具有很重要的现实意义。1
0 引言
随着电子技术和计算机技术的快速发展,数控技术也得到了飞速发展,极大地提高了数控机床的自动化程度和精度。液压技术因而在数控机床上得到了更广泛的应用。
作为一种典型的机电一体化产品,数控机床的液压系统自身结构极其复杂,故障多种多样,故障原因复杂多变,故障排除异常困难。本文对数控机床液压系统的故障进行了研究,对提高机床运行效率具有很重要的现实意义。
1 液压系统在数控机床上的应用
液压传动系统在数控机床的机械控制与系统调整中占有很重要的地位,在机床上主要应用于主轴的自动装夹、主轴箱齿轮的变档和轴承的润滑、回转刀架的松开与夹紧、尾座套筒的伸出与退回等机构中,是仅次于电气系统的控制和调整系统。
2 数控机床上液压系统的常见故障形式
液压系统是机电液一体化的系统,其故障涉及机械、电气与液压等类型,常见的故障现象有以下几种。
2.1 噪声与振动
振动与噪声是机械设备常见的故障之一,数控机床液压系统的振动与噪声对数控机床的正常运行有很大影响。振动与噪声是伴随发生的,噪声对液压系统的工作性能和元件的使用寿命都有影响;振动则直接加速机床零部件的变形和失效;数控机床液压系统的振动与噪声问题也是数控机床维修人员感到棘手的问题。当前,
数控机床液压系统产生的振动与噪声仍是研究的热点。引起振动和噪声的原因很多,如采用油液的粘度过高;液压装置的安装方式不合适;阀口突然关闭和运动部件被突然制动、减速或停止产生的液压冲击;油液被污染堵塞油箱内的滤网,引起油泵吸油困难、回油不畅,吸进的油液中混有空气;液压系统的压力脉动以及机械部分的连接部位松动等。可以从控制油液的质量、采用低噪声的液压元件、管路的正确安装等方面来降低振动和噪声。
2.2 油温过高
数控机床液压系统油温过高会导致油液变质、粘度下降,油温过高还会引起元件热变形使配合间隙增大而产生泄漏,进而影响工作压力和机床加工精度。引起油温过高的原因很多,主要有系统设计不合理、机械损耗大、油液流速太大、油液粘度过高、环境温度过高及散热不良等。另外工作过程中由溢流阀流回油箱中的大量油液也会引起油温升高。可以采用合理设计液压回路结构、提高液压回路的安装精度、选用合理规格的液压元件、改善散热条件等来预防油温过高现象。
2.3 泄漏
泄漏是液压系统常见的故障现象,泄漏不仅造成油液的浪费,增加成本,还会污染环境,甚至发生人身伤害事故。造成泄漏的原因很多,如接口处连接不良、密封元件老化、油管接头元件破裂、油液质量不符合要求等。可以采用提高元件制造质量和安装质量、加强日常点检维修、控制油液质量等措施来预防泄漏现象的发生。
2.4 系统压力不稳或达不到要求
数控机床液压系统缺油、泄漏、油路互通、溢流阀失灵、液压冲击、进油不畅及电机功率不足等因素都能引起压力不稳或达不到要求,直接导致执行元件速度不稳定,对机床的加工精度有很大的影响,应尽量避免。
3 数控机床上液压系统故障诊断步骤
数控机床液压系统是机电液一体化系统,其故障性质涉及多学科领域的知识,液压装置内部的情况又很难观察,使故障排除起来较为困难。笔者根据相关资料并结合多年的工作经验,将故障排除的步骤及注意事项归纳如下:
(1)当接到故障维修通知时,应先了解故障现象及特点以及故障发生时设备所处的工作状态。如有可能可直接赶到现场,向操作人员进一步了解现场的详细情况,如故障发生时是否有电网波动现象及其他偶然的情况发生。
(2)掌握详细情况后,可参考以前的维修档案,再制定具体的方案,准备必要的工具和测量仪器。
(3)按照确定的方案,对故障部位进行测量、定位,确定发生故障的具体部位和具体元件。
(4)确定具体的故障排除措施,如对损坏的元件是进行修复还是更换等。
(5)故障排除后,注意清理现场,做好故障排除过程和维修记录等资料的相关整理工作,一方面可加深自己对发生故障现象的认识,另一方面可为以后的维修工作和技术改造提供参考。
此外,作为一名维修人员应首先熟悉液压系统的工作原理、结构特点和各元件在系统中的作用,并能根据系统图找到元件的具体位置。同时要做好设备的日常点检和维护工作,对于一些异常现象如油温过高,要及时采取相应措施,做到提发现故障隐患,将故障消除在萌芽状态。
4 应用实例
4.1 实例一
某机床液压系统在开始完成快退动作时,出现先向工件方向冲然后才完成快退动作,影响加工精度,到发现时已造成多件废品。
首先分析该部分工作原理,液压系统原理图如图1所示。
由图1(a)可知该系统为进口节流调速,采用的液压泵为定量泵,三位四通换向阀3的中位机能为Y型(中位机能指三位换向阀处于中位时,各通口的连通形式,Y型是三位换向阀的一种类型,换向过程中一侧有油压,一侧负压,易产生液压冲击.换向不平稳,但位置精度较好;另外还有X、O、H和M等类型,其中O型和M型在换向过程中无液压冲击,但位置精度较差)。其工作原理为:当液压缸6快退时。二位二通阀4和三位四通电动换向阀3必须同时换向,由于三位四通电动换向阀3在时间上的滞后,导致在二位二通阀4接通的瞬间部分压力油进入液压缸工作腔,使液压缸6出现前冲现象,当三位四通电动换向阀3换向结束时,液压油才全部进入液压缸有杆腔,此时,无杆腔的油才流回油箱。
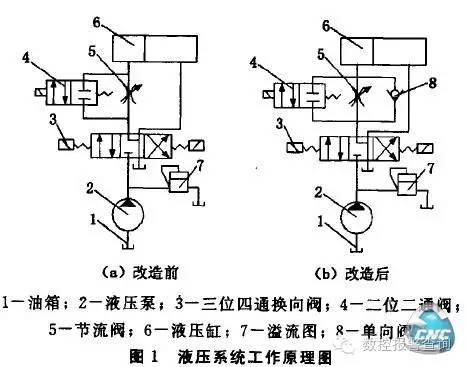
由以上分析可知,故障原因是系统设计不合理引起的,为此对该系统进行了改造,即在二位二通阀4和节流阀5上并联一个单向阀8,如图l(b)所示。当液压缸6快退时,无杆腔的液压油通过单向阀8流回油箱,使二位二通阀4仍处于关闭状态,从而避免了液压缸6前冲的现象,故障排除。
4.2 实例二
某加工中心开机后,工作台回零没有旋转动作,并有05号、07号报警。
在故障分析时,因为没有旋转动作,故首先对工作台夹紧开关的状态进行检查,手动能松开工作台,表明工作台松开机构功能正常;回零时工作台松开,地址211.1TABSC、211.1TABSCl和211.1TABSC2均由“0”变为“1”,经延时后,又由“1”变为“0”,导致工作台无旋转信号。经过试验发现工作台松开抬起时,其压力由4.0MPa下降到2.5MPa,而正常压力应为4.0MPa~4.5MPa,怀疑有泄漏现象存在。经进一步检查发现活塞支撑环有磨损,且液压缸内壁有明显环状刀纹,精度不够,更换密封圈和液压缸套后,故障消除。
5 结束语
随着机电液一体化技术的快速发展,液压传动系统在数控机床上的应用越来越多。但由于液压系统的工作难以从外部直接观察,对故障反应比较敏感.故障发生率较高。数控机床液压传动系统故障现象多种多样,故障原因也各不相同,有时一种故障可能有多个原因,而一个元件损坏又可能引起多种故障现象,在进行故障诊断时,应综合应用多种方法,才能做到快速、准确地排除故障。
随查一数控报警
https://mp.weixin.qq.com/s?__biz=MzA5MjUxMTE2NQ==&tempkey=MTExNF9OTHREMnZaZjhPSTJDc3RzU0hiYkVQTzhZM0puck4yTWVQUWs1c19EMks2SzFKelJueTlGMl9hT2R1TUFwRnF0Z3dVOXdDakpZaGpwUlBfaDBabWcxZF8tbkNFYWlxNHVGaG5yS1p2MGRmWDM3YkcyYlowa3A1TnMxdXJOY1lKLUlQQkZwMDB5dHNENk5TQVN2QjBNZ3ljb1AtNTN6YWIwQTVxUjZnfn4%3D&