文章:激光切割的数控加工特点
所有者:TerryWang(呢称); 发布时间:2021-07-03 04:35:38; 更新时间:2021-07-03 04:40:02
阅读所需积分:0;
简介:1 数控加工工艺分析 结合实际情况,如一些大型的汽轮发电机项目,磁极冲片较大,板材的余料每边仅能剩下5mm,即使制造出模具在冲床上加工的话,毛刺多,板材薄易变形,极易产生废件,所以激光切割是最好的选择。激光切割集合了智能化、精确化、通用化、简单化等特点,是数控加工的必备条件,也是在新时期、新时代更好发展的有利因素。2 激光切割的特点 2.1 激光切割之所
1 数控加工工艺分析
结合实际情况,如一些大型的汽轮发电机项目,磁极冲片较大,板材的余料每边仅能剩下5mm,即使制造出模具在冲床上加工的话,毛刺多,板材薄易变形,极易产生废件,所以激光切割是最好的选择。激光切割集合了智能化、精确化、通用化、简单化等特点,是数控加工的必备条件,也是在新时期、新时代更好发展的有利因素。
2 激光切割的特点
2.1 激光切割之所以精确是因为它基于“全飞行光路”原理,并配置TRUPFTLF激光器平面,配西门子840D 数控系统。它是完成数控加工的首要条件。激光切割是一种以激光为能源的无接触加工技术。激光束经聚焦其能量密度高达105~108瓦/平方厘米,足以汽化、熔化多种工程材料。在切割黑色金属时同时吹喷氧气,氧气与金属氧化反应,释放大量热能促使金属进一步熔化,同时高速气流可以排除切缝中的熔渣。因此激光切割具有切割速度快、材料变形小,精度高、噪音小等优点。
以L3050激光切割机为例,X 轴最大行程为3140mm,利用伺服电机运动,Y轴最大行程1580mm,利用磁悬浮系统运动。适用于加工各种型号工件,有大的行程,又有传动的精确性是保证质量的前提。同时,还配有ToPs100 编程软件,针对于激光切割机的专用软件。图1中虚线为激光束关闭情况下的路线,实线为切割路线(即要得到的工件)。ToPs100以最优化的形式安排加工路线,这样避开了重要配合部分作为起割点和结束点,与此同时也节约了时间,从这一点上更好的体现了它的智能化。
2.2 必须要求加工部件为全封闭图形,这样能保证图形从板材上剥离开来。我们利用UG软件的草图功能制图,通过对所有线条的约束,使图形完全封闭,避免了加工中出现的问题。图1磁极冲片分成六瓣,每一瓣都是一个封闭多边形,孔是单独的封闭圆形,这样激光可以连续进行加工;
2.3 ToPs100 特有的几种文件格式为GEO、TAF、JOB,加工中要进行排样,后置处理等等操作时,这些文件是不可或缺的。但同时ToPs100具有通用性,用AutoCAD 或UG 制图后,可以生成dxf、dwg、igs 文件,导入到ToPs100中,再进行加工操作就可以了。ToPs100提供的是简单的制图功能,所以这一功能是必须具有的。
2.4 交互式排样:软件操作方式的定义对于软件的使用性能有至关重要的作用,本系统的操作主要包括:选入零件、删除零件、选中零件、移动零件、旋转零件和翻转零件。通过交互排样,可以对自动化排样后不合适的零件进行调整,直到满意为止。加工件并不都是规则图形,板材尺寸形状的不同,就决定加工数量、摆放方式的不同。怎样才能最充分的利用材料,就需要编程人员细心地测量,在电脑上模拟,才能得到最优化的排样模型。图1中的磁极冲片尺寸为长2416mm、宽900mm,而料为2500mm伊1000mm伊3mm 的Q235钢板,每张钢板上只能加工出一片磁极冲片,剩余了一部分料可以分割出来以备加工小的零部件,其加工顺序为孔、各型,最后将未加工部分分离出来。
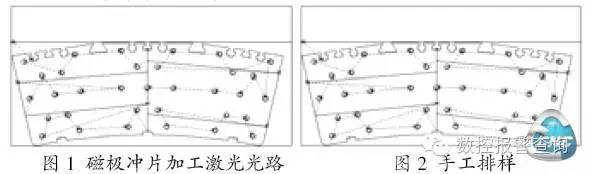
手工排样就是将不规则的单个工件进行旋转、移动等操作后,最合理的利用材料,如图2。我们可以通过以下这两个表格了解一些情况:
表1 中,主要说明板材的大小、重量,切削的总长度为14619.2mm,剩余材料占整张板的38.60%,通过排样了解到这已经是最省料的加工方式了,使余料能最大限度的成为一块料,以便加工其它单个小工件。

表2 中,主要说明单件的尺寸、面积、重量、数量,单件切削时间0.30min,单件切削长度2100.54mm。
排样是激光切割加工中最为重要的一个环节,同样成为数控编程过程中的难点。最为合理的利用板材是要通过编程人员不断地模拟实验,参数反馈,才能实现的。
2.5 编程中需要设置加工材料的尺寸、厚度、机床的功率、使用何种切削气体等等,这些参数都会从程序中反映出来,传输给激光切割机的。具体分析如下:
2.5.1 材料
主要有三种类型:不锈钢、铝合金和碳钢板。不锈钢和铝合金一般采用的切割气体是N2和压缩空气,而碳钢板通常则采用O2 。这样能保证最好的切削效果,避免切不断、切缝不光滑的情况发生。
2.5.2 厚度
激光切割机加工材料的厚度一般在0.5mm原8mm。板材越厚,其实际功率越大,压强越大,切削速度不易过快。区别在于Laser on和Laser off(即开激光和关闭激光)。激光与其它刀具一样,开激光时接触工件就进行切削,关闭时就进行跨越指令。在ToPs100中,有一个数据库存放着材料、板厚、切割气体的所有参数,生成后置时,直接加入到程序当中去。但是图3 的磁轭冲片,加工前要求先释放应力,此程序没办法一次生成,只能通过手工调整子程序顺序来完成预期的目标。

3 结束语
激光切割是现代加工行业中重要加工方式之一,要合理的利用这一工具就要了解它的特点。通过对激光切割数控加工特点的分析,将能更好的发挥它的作用,更能适应快节奏、高质量的生产情况。
随查一数控报警
https://mp.weixin.qq.com/s?__biz=MzA5MjUxMTE2NQ==&tempkey=MTEyMF9XdVAxMjROQ3I1dDJDN1BXUlhMb3VUU21DUVBXT2tIeEw0cXNOUWtJMGhfVUxCVHhQamFKZFhKMDFnUkM4TE1qUXVUWXA5M3NkMlVmOEdqZ0g5N3J1a1NsU0JYMjVZU21VX3NlWVNkOW11bVlmMnhjb0xFN3JzQU9hTW5wdGkyd1I3X1FIb05sYzVFX0RnU1hYZEQ0RnZfYmZ0RzRHZDh2WFJuMzN3fn4%3D&